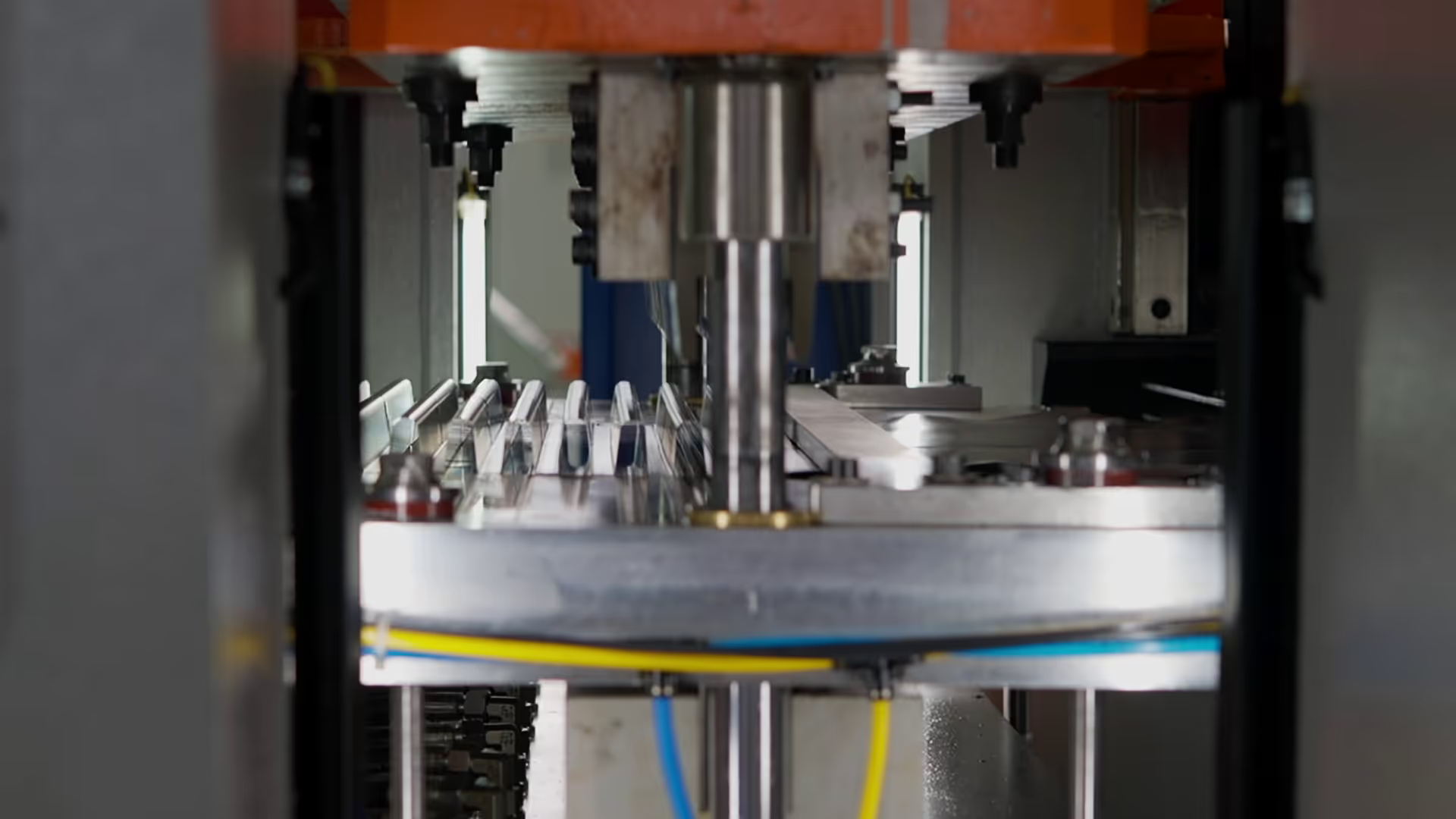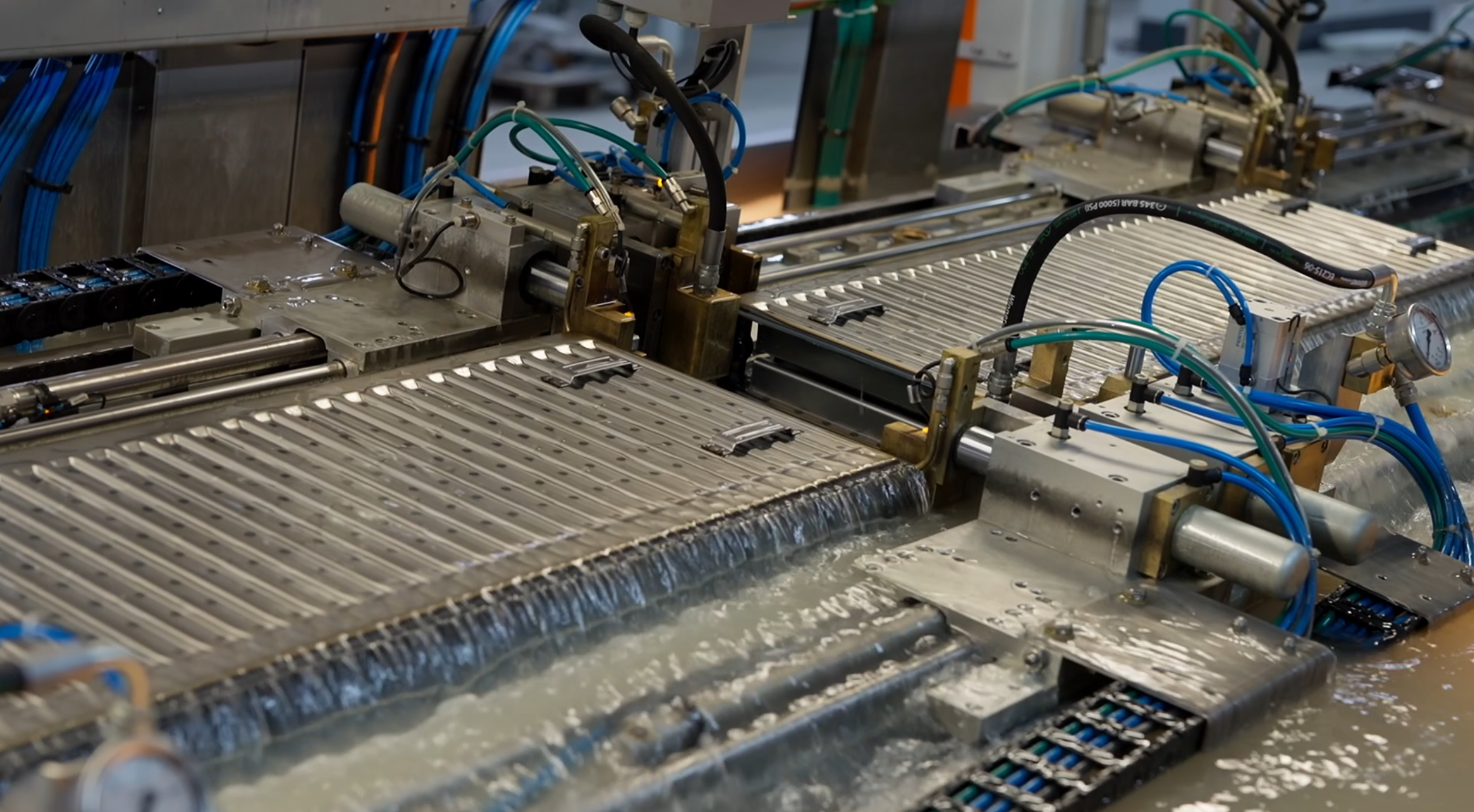

Производственные мощности Thermotech, расположенные в Кокандской Свободной Экономической Зоне, оснащены современным европейским оборудованием, обеспечивающим автоматизацию всех этапов изготовления радиаторов — от подготовки сплава до упаковки готовой продукции.